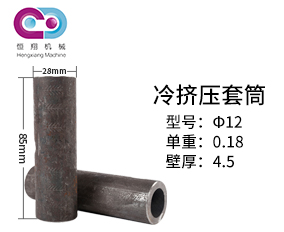
冷擠壓套筒憑借其施工便捷、連接強度高、不受氣候及環境制約等突出優勢,被廣泛應用于高層建筑、大跨度橋梁、城市軌道交通及地下綜合管廊等關鍵工程。說白了,就是把鋼筋套筒套在兩根鋼筋頭上,用液壓鉗使勁一擠,讓套筒變形咬住鋼筋,靠機械咬合力傳力。

這套工藝原理不復雜,但施工現場一忙起來,操作不規范、過程管控跟不上、設備維護能省則省,問題就來了——冷擠壓套筒連接接頭頻頻出現鋼筋滑移、套筒開裂等嚴重質量通病,抗拉承載力不達標,甚至釀成質量事故。所以,咱們把常見質量通病捋清楚,再給出一套針對滑移和開裂的“一次性根治方案”,對工程一線人員來說,比看十遍規范都管用。
一、冷擠壓套筒施工常見質量通病匯總
(一)鋼筋滑移——接頭“假連接”失效
現象描述: 拉伸試驗或實際受力時,鋼筋從冷擠壓套筒里被硬生生拔出來,接頭發生明顯滑移,承載力遠低于設計值。斷口處鋼筋光溜溜的,套筒內壁壓根沒咬住。
主要成因:
鋼筋伸入深度不夠:工人師傅憑手感或肉眼估計插入位置,沒設醒目的定位標志和檢查標志。擠壓時套筒會縱向伸長,如果一開始就沒插到位,很容易造成“壓空”——鋼筋根本沒進到有效錨固區,這不就是“假連接”嗎?
擠壓參數偏小:壓力設得太低,或者壓模磨禿了也不換,壓痕深度不夠,鋼筋套筒和鋼筋之間咬合力不足,一拉就滑。
壓模超期服役:壓模凹槽出現裂紋、邊緣都圓鈍了還接著用,擠壓力根本傳不下去,接頭強度自然沒戲。
鋼筋端頭處理太隨意:氣割下料或者剪切,端面歪七扭八,像個馬蹄,插進套筒時不僅費勁,還容易歪斜,影響同心度。
(二)套筒開裂——接頭脆性破壞
現象描述: 冷擠壓套筒表面出現肉眼可見的縱向或環向裂紋,壓痕處外徑被壓得太狠(通常小于原外徑的0.8倍),接頭在拉伸時直接從壓痕位置脆斷。
主要成因:
擠壓力過大:沒按鋼筋直徑和套筒規格精準調壓,或者油壓表虛高,實際壓力遠超設計值,套筒過度變形,材料塑性被耗光,自然就裂了。
壓模規格用錯:拿大號壓模去壓小號冷擠壓套筒,局部應力集中,壁厚減薄率超標,不裂才怪。
設備從來不標定:擠壓設備用了大半年,油壓表讀數早就跑偏了,但沒人管,隱患一天天積累。
套筒材質有瑕疵:極個別鋼筋套筒廠家的貨材質不達標,比如含碳量偏高、內部有夾雜或微裂紋,塑韌性差,一壓就脆。
(三)其他高頻質量問題
除了滑移和開裂這兩大“釘子戶”,現場還經常碰到:
壓痕深淺不一,或者壓接道數比規定少,咬合不充分;
接頭彎折角超過4°,受力時產生附加彎矩;
套筒和鋼筋直徑對不上,混用或者用未經型式檢驗的替代品。
二、滑移與開裂問題一次性整改方案
(一)滑移問題的根治措施
鋼筋插入深度——雙標志管控,眼見為實,在鋼筋端部同時畫上“定位標志”和“檢查標志”,兩者相距10~15mm。擠壓完后,如果檢查標志被壓進冷擠壓套筒里面了,說明插到位了;如果還露在外面,那就是“壓空”了,別猶豫,切掉重接。記住:鋼筋下料必須用無齒鋸,端面要平整,和軸線垂直,別圖省事用氣割。
壓接參數照著標準干,別拍腦袋,嚴格按鋼筋直徑選壓模,擠壓從冷擠壓套筒中間開始,往兩端逐步壓。每道壓痕處的套筒外徑控制在原外徑的0.80~0.90倍之間,拿游標卡尺挨個量,別光憑手感。
壓模每天開工前查一遍,每天到工地先檢查壓模,發現有裂紋、嚴重磨損或邊緣變鈍,立馬換新的,別心疼那點成本,跟接頭安全比起來不值一提。
鋼筋端頭該打磨打磨,用砂輪切割機下料,端部的銹皮、油污、泥漿清干凈,保證端頭規整,插套筒時才順暢、到位。
(二)開裂問題的根治措施
擠壓力得較真,不能大概齊,每次換油管、油壓表或調整設備后,必須用標準測力儀重新標定擠壓力。擠壓過程中一旦發現壓痕不對勁,趕緊停機排查,別硬著頭皮干。
設備標定制度要較真,定好鬧鐘,建立標定臺賬,明確什么情況下必須重新標定:新設備啟用前、大修后、油壓表受過撞擊、累計擠壓達到500個接頭、設備用滿一年,還有壓痕異常找不到其他原因時。別等出了事故再后悔。
鋼筋套筒廠家給的合格證、型式檢驗報告、第三方檢測報告都得看,但更要自己抽檢外觀尺寸、硬度和材質。不合格的堅決退場,別給工程留隱患。套筒和鋼筋規格必須一一對應,絕對禁止以大代小、隨意混用。
操作手法有講究,擠壓時壓模運動方向要和鋼筋兩縱肋所在平面垂直,避免偏壓。已經出現裂紋或壓痕過深的接頭,直接報廢切除重新接,千萬別想著補焊或者修修補補——那是自欺欺人。
(三)整改驗收標準
整改完成后,先全數看外觀:無裂紋、彎折角≤4°、壓痕分布均勻。然后按驗收批做拉伸試驗——每500個同類接頭為一批,隨機抽3個試件,全部合格才算過關。如果有一個不合格,加倍抽檢,再不合格,整批返工,沒商量。
三、冷擠壓套筒與直螺紋套筒的工程適用性對比
干過工程的都知道,直螺紋套筒是先把鋼筋端頭滾出螺紋,再用套筒擰上去,速度快、操作簡單,適合大批量流水作業。而冷擠壓套筒是用液壓鉗把套筒壓變形,咬住鋼筋橫肋,它對鋼筋直徑偏差和輕微錯位有更強的包容性,而且質量受工人手法影響小一些,適合鋼筋定位偏差較大、潮濕多雨或防火要求高的部位。
更穩當。施工單位和鋼筋套筒廠家得結合現場實際、作業環境和成本綜合考慮,別照搬別家經驗。
四、冷擠壓套筒施工及驗收應嚴格遵循下列現行標準規范:
JGJ 107—2016《鋼筋機械連接技術規程》連接技術總則與驗收依據
JG/T 163—2013《鋼筋機械連接用套筒》套筒產品分類與技術要求
JGJ 108—96《帶肋鋼筋套筒冷擠壓連接技術規程》冷擠壓專項工藝(已整合但仍可參考)
T/CECS 1282—2023《軸向冷擠壓鋼筋連接技術規程》新型軸向擠壓工藝標準
五、常見問題問答(FAQ)
問1:冷擠壓套筒施工中最隱蔽、最要命的隱患是什么?
答:就是鋼筋插進去的深度不夠,現場俗稱“壓空”。很多工人以為插到位了,實際上沒到有效錨固區。最靠譜的做法是同時畫定位標志和檢查標志,間距10~15mm,擠壓后看檢查標志是否被套筒包住,一目了然。
問2:冷擠壓套筒開裂了能補焊嗎?
答:千萬別!一旦開裂,說明材料已經傷了,承載能力回不來了。唯一的辦法就是切掉,換個新套筒重新壓,別想著省事。
問3:冷擠壓套筒和直螺紋套筒,到底該怎么選?
答:鋼筋定位準、工期緊、場地開闊,優先用直螺紋套筒,效率高;如果鋼筋直徑大、現場偏差多、或者下雨天也多,冷擠壓套筒更扛造。結合自己工地的情況定,沒有絕對好壞。
問5:現場怎么快速判斷冷擠壓接頭合不合格?
答:一看——無裂紋、彎折不超4°、壓痕外徑在0.80~0.90倍原外徑之間;二拉——每批送3個試件做拉伸,強度達標。兩條都滿足,才算過關。