歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification
在建筑施工中,冷擠壓鋼筋套筒憑借施工速度快、操作門檻低、接頭質(zhì)量穩(wěn)定等突出優(yōu)勢,已成為鋼筋混凝土工程的主流連接方式之一。然而,不少一線施工人員對冷擠壓套筒的設(shè)備標(biāo)定、壓接順序等關(guān)鍵工序把握不準(zhǔn),導(dǎo)致接頭合格率波動較大。本文將助您3分鐘吃透冷擠壓套筒施工全流程——從設(shè)備標(biāo)定到壓接順序,一步不落,即學(xué)即用。

一、冷擠壓套筒 vs 直螺紋套筒:先厘清本質(zhì)差異
在展開實(shí)操之前,有必要厘清冷擠壓套筒與直螺紋套筒的根本區(qū)別。
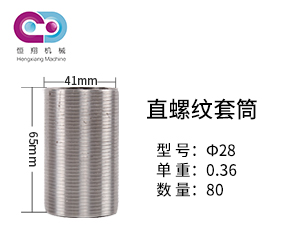
直螺紋套筒的連接原理是:先將待連接鋼筋端部的縱肋和橫肋剝除,再滾軋出普通直螺紋,通過直螺紋套筒的內(nèi)螺紋與鋼筋端部螺紋的緊密咬合傳遞受力。該工藝對滾絲精度和工人熟練度要求較高,工序耗時(shí)較長。
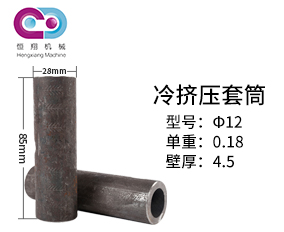
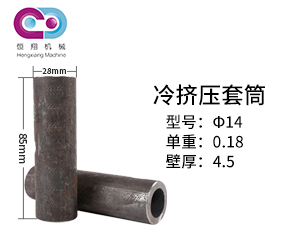
冷擠壓套筒則采用完全不同的路徑——將鋼筋端頭插入特制鋼套筒,借助擠壓機(jī)施加徑向壓力,使套筒產(chǎn)生塑性變形,依靠變形后套筒內(nèi)壁與帶肋鋼筋橫肋之間的機(jī)械咬合力實(shí)現(xiàn)連接。冷擠壓套筒通常適用于直徑16~40mm的Ⅱ級、Ⅲ級鋼筋。
相比之下,直螺紋套筒對加工設(shè)備依賴性強(qiáng),施工節(jié)奏較慢;而冷擠壓套筒無需套絲、操作更簡單、成本可控。以Φ25鋼筋為例,單個(gè)冷擠壓套筒接頭完成時(shí)間僅為2~3分鐘,效率優(yōu)勢明顯。
二、設(shè)備標(biāo)定:冷擠壓套筒施工的首要前提
冷擠壓套筒接頭質(zhì)量的根基,在于擠壓設(shè)備的準(zhǔn)確標(biāo)定。
1. 標(biāo)定前的系統(tǒng)檢查
作業(yè)前,必須對擠壓機(jī)、液壓油泵及輸油軟管進(jìn)行全面排查。冷擠壓套筒施工設(shè)備的額定工作壓力通常為80MPa,額定擠壓力為760kN。
2. 開工前須完成以下三項(xiàng)準(zhǔn)備工作:
壓力標(biāo)定:委托具備資質(zhì)的檢測單位對油壓表進(jìn)行標(biāo)定,未經(jīng)標(biāo)定的設(shè)備嚴(yán)禁投入使用。
壓模匹配:按實(shí)際鋼筋規(guī)格選配相應(yīng)型號的冷擠壓套筒和壓模。不同直徑鋼筋連接時(shí),須根據(jù)兩端鋼筋直徑分別選配壓模,嚴(yán)禁混用。
套筒檢驗(yàn):冷擠壓套筒進(jìn)場后須按批抽檢合格,并持有出廠合格證。套筒規(guī)格須與鋼筋一一對應(yīng),不得以大代小。
3. 標(biāo)定參數(shù)的控制要點(diǎn)
以Φ25鋼筋連接為例,冷擠壓套筒擠壓時(shí),壓力宜控制在40MPa,壓痕小直徑控制在37~39mm,單邊壓痕長度不小于50mm,每側(cè)壓痕道數(shù)為5道。擠壓最后一道時(shí),由于套筒端部約束減小,壓力宜較其他道次降低2~4MPa,以防壓痕直徑過小超下限。
冷擠壓套筒的核心工藝參數(shù)包括三項(xiàng):壓接順序、壓接力大小和壓接道數(shù)。其中壓接力需足以使套筒與鋼筋形成可靠咬合,具體取值取決于鋼筋直徑、冷擠壓套筒型號及擠壓機(jī)性能。
三、壓接順序:冷擠壓套筒施工的核心命脈
壓接順序是否規(guī)范,直接決定冷擠壓套筒接頭的承載能力。錯誤的順序?qū)?dǎo)致套筒變形不均,接頭強(qiáng)度大幅折減。
1. 正確的壓接順序
冷擠壓套筒的壓接須從套筒中部開始,逐道向兩端推進(jìn)。這一順序的科學(xué)性在于:中部起壓可使套筒金屬沿軸向均勻流動,確保套筒與鋼筋全長范圍內(nèi)形成連續(xù)、密實(shí)的機(jī)械咬合。
冷擠壓套筒接頭施工分為兩道工序:
第一道(半接頭預(yù)制):在地面上將每根鋼筋的一端與冷擠壓套筒的一半預(yù)先壓好,形成半成品。半成品應(yīng)架起存放,防止套筒內(nèi)腔被雜物污染。
第二道(現(xiàn)場對接):將已壓好一半的冷擠壓套筒套入待接鋼筋端部,對準(zhǔn)定位標(biāo)記,再用擠壓鉗完成剩余半截接頭的擠壓。
2. 操作注意事項(xiàng)
冷擠壓套筒壓接過程中,還須嚴(yán)格執(zhí)行以下細(xì)節(jié):
雙標(biāo)記定位:在鋼筋端部標(biāo)出定位標(biāo)志和檢查標(biāo)志。定位標(biāo)志用于確認(rèn)鋼筋與冷擠壓套筒的相對位置;由于擠壓后套筒會伸長,定位標(biāo)志可能被覆蓋,故需另設(shè)檢查標(biāo)志以復(fù)核套筒位置是否偏移。
壓鉗垂直對中:壓接鉗就位時(shí),須對準(zhǔn)冷擠壓套筒表面的壓痕標(biāo)記線,并與鋼筋軸線保持垂直,防止偏壓。
端頭清理:待接鋼筋端頭50cm范圍內(nèi)的銹皮、油污等被清除,端面切口平整,端部鋼筋無彎折。
四、冷擠壓套筒施工全流程(3分鐘速成版)
第1分鐘——準(zhǔn)備與標(biāo)定:
首先,再次核對冷擠壓套筒、鋼筋的規(guī)格,檢查擠壓機(jī)。然后給油壓表做個(gè)標(biāo)定,選好配套的壓模。在鋼筋要接的那一端,拿尺子量出距端頭100毫米的位置,劃一道醒目的紅色定位線;再在這道線內(nèi)側(cè)做個(gè)檢查標(biāo)記,這個(gè)標(biāo)記到鋼筋端頭的距離,正好等于套筒長度的一半——這么一來,后面壓接時(shí)心里就有譜了。
第2分鐘——半接頭擠壓:
接上高壓油管,裝好限位器和壓模。把鋼筋套筒對準(zhǔn)壓模孔,鋼筋插進(jìn)去頂住限位器,扶正別歪。啟動擠壓機(jī),記住順序:從套筒正中間開始,一道一道往端頭方向壓。等聽到液壓系統(tǒng)“滋”的一聲溢流聲,就說明這道壓夠了,退回柱塞,把壓好一半的接頭取下來,放在一邊備用。
第3分鐘——現(xiàn)場完成連接:
把剛才那個(gè)半成品接頭套在結(jié)構(gòu)上要接的鋼筋端部,對準(zhǔn)之前畫好的標(biāo)記。換上對應(yīng)的壓模和墊塊,從套筒中間往兩端,按照標(biāo)記逐道擠壓。全部壓痕做完后,卸下擠壓機(jī),肉眼瞅一圈外觀有沒有裂紋或壓傷。最后順手把連接段調(diào)直,注意彎折角度別不得超過4度。

五、質(zhì)量檢查與驗(yàn)收標(biāo)準(zhǔn)
冷擠壓套筒施工完畢后,要經(jīng)外觀檢查和拉伸試驗(yàn)雙重驗(yàn)證:
外觀檢查:作業(yè)班組對全部接頭進(jìn)行自檢,專職質(zhì)檢員按10%比例隨機(jī)抽檢,壓痕形狀、位置、數(shù)量須符合工藝要求。
拉伸試驗(yàn):以同批號套筒、同一施工條件下的500個(gè)接頭為一個(gè)驗(yàn)收批,不足500個(gè)也按一批計(jì)。若連續(xù)三個(gè)批次出現(xiàn)不合格,則后續(xù)加倍抽檢。
六、參考行業(yè)標(biāo)準(zhǔn)
冷擠壓套筒施工參考的行業(yè)標(biāo)準(zhǔn):
標(biāo)準(zhǔn)編號 | 標(biāo)準(zhǔn)名稱 | 說明 |
JGJ 107-2016 | 《鋼筋機(jī)械連接技術(shù)規(guī)程》 | 第3.0.5條為強(qiáng)制性條文 |
JG/T 163 | 《鋼筋機(jī)械連接用套筒》 | 同時(shí)適用于冷擠壓套筒及直螺紋套筒 |
T/GDJSKB 010-2023 | 《裝配式混凝土結(jié)構(gòu)鋼筋冷擠壓套筒連接技術(shù)規(guī)程》 | 針對裝配式結(jié)構(gòu)專用 |
GB 1499.2 | 《鋼筋混凝土用鋼 第2部分:熱軋帶肋鋼筋》 | 鋼筋原材料標(biāo)準(zhǔn) |
七、常見問題問答(Q&A)
Q1:冷擠壓套筒和直螺紋套筒哪個(gè)施工更快?
A:冷擠壓套筒明顯更快。Φ25鋼筋單接頭僅需2~3分鐘,而直螺紋套筒需先完成剝肋、滾絲等多道工序,整體耗時(shí)更長。
Q3:冷擠壓套筒施工前設(shè)備標(biāo)定是否必須?
A:必須標(biāo)定。冷擠壓套筒擠壓前須對油壓表進(jìn)行計(jì)量標(biāo)定,合格后方可作業(yè),否則壓接力失控,接頭質(zhì)量無從保障。
Q5:冷擠壓套筒和直螺紋套筒哪種成本更低?
A:冷擠壓套筒單套價(jià)格略高,但省去套絲工序、人工成本低、工效高;直螺紋套筒單價(jià)較低,但設(shè)備投入和人員培訓(xùn)成本更高。實(shí)際選擇應(yīng)結(jié)合工程規(guī)模、工期和場地條件綜合評估。
Q6:操作冷擠壓套筒設(shè)備的人員有何要求?
A:操作人員須相對固定,經(jīng)專項(xiàng)技術(shù)培訓(xùn)并考核合格后持證上崗。盡管冷擠壓套筒操作簡單易學(xué),但仍須由熟練工人按規(guī)范執(zhí)行。
專業(yè)生產(chǎn)直螺紋鋼筋套筒、雙螺套鋼筋套筒、冷擠壓鋼筋套筒、自鎖式鋼筋套筒、可焊接型鋼筋套筒及鋼筋剝肋滾/車絲機(jī)、全自動冷擠壓機(jī)、墩粗機(jī)等設(shè)備,河北恒翔從研制、設(shè)計(jì)、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價(jià)格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:996146460@qq.com
備案號:冀ICP備19031964號-1
全國服務(wù)熱線
歡迎您來電溝通