直螺紋套筒和冷擠壓套筒都屬于機械連接范疇,但在工作原理、成本構成和適用場景上可謂“涇渭分明”。作為采購經理,如何在報價單和方案之間撥開迷霧,做出既保安全又控成本的決策?本文不繞彎子,直接從實戰選型出發,為您拆解兩類鋼筋套筒的核心差異,并附上一份清晰的選型對照表,助大家一次性選對方案。

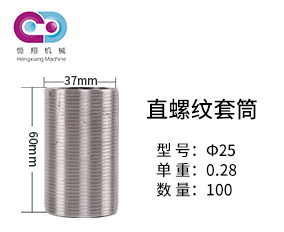
一、直螺紋套筒:主流工藝之一
1.工作原理:直螺紋套筒的連接邏輯非常直接:先利用滾絲機將待連接鋼筋端頭的縱橫肋剝除,再滾軋成規整的普通直螺紋,最后通過配套的直螺紋套筒將兩根鋼筋旋擰緊固。此過程中,鋼筋端部經滾壓冷作硬化,螺紋部位的強度得到補償與提升,足以抵消底徑削弱帶來的影響,從而實現與母材等強的連接效果。

2. 材質要求:直螺紋套筒多選用45號優質碳素結構鋼或無縫鋼管為原料。45#鋼兼具強度與切削加工性,是精密螺紋加工的理想選擇。靠譜的鋼筋套筒廠家會把螺紋精度嚴格控制在6H級,并確保出廠產品全部通過通止規檢驗。
3. 核心優勢
接頭性能卓越:可實現Ⅰ級接頭,抗拉強度不低于母材標準值的1.1倍。
質量均一可控:螺紋精度高,現場連接質量離散性小。
覆蓋面廣:適用直徑12~50mm的HRB400鋼筋(三級鋼),支持同徑及異徑連接。
驗收簡便:僅需扭矩扳手擰至規定力矩即可,無需復雜無損檢測。
綠色施工:無明火、無污染,滿足安全文明施工要求。
4. 主要短板
需配備滾絲機等專用設備,現場需提供加工場地。
對操作工人套絲及擰緊技術有一定門檻。
單接頭施工耗時相對較長。
無法用于鋼筋端頭已固定、無旋轉空間的場景。
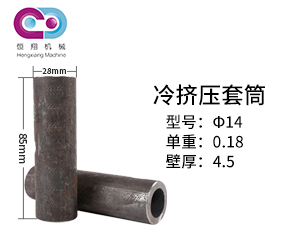
二、冷擠壓套筒:靈活可靠,專治“疑難雜癥”
工作原理:直螺紋套筒是將兩根鋼筋端頭插入特制鋼管(即冷擠壓套筒)內,借助液壓擠壓機沿徑向或者軸向施加巨大壓力,使套筒發生塑性變形,與鋼筋橫肋形成緊密的機械咬合,從而傳遞受力。連接后,接頭強度、剛度及韌性均與母材相當。
材質要求:冷擠壓套筒對原材料的塑性變形能力要求極高,通常選用20號優質碳素結構鋼。其良好的延展性能確保擠壓過程中套筒與鋼筋肋紋充分、均勻咬合
核心優勢
無需套絲:鋼筋端頭免加工,省去螺紋工序及配套設備。
效率突出:單次擠壓即可完成連接,適合大面積作業。
操作友好:普通工人經簡單交底即可上手,用工彈性大。
空間適應性強:鋼筋已固定、無法轉動時(如柱筋、鋼筋籠)優勢盡顯。
惡劣工況耐受度高:可用于水下、易燃、低溫等直螺紋套筒難以勝任的特殊環境。
4.主要短板
套筒單價偏高:用料更厚實,單套價格高于直螺紋套筒。
設備體積大:需配置高壓油泵及擠壓鉗,工人勞動強度較高。
大直徑鋼筋受限:通常推薦用于直徑16~40mm范圍。
液壓系統維護成本:設備需定期保養,密封件更換頻繁。
三、采購經理專屬選型對照表(核心決策依據)
對比維度 | 直螺紋套筒 | 冷擠壓套筒 |
連接原理 | 螺紋機械旋合 | 擠壓塑性咬合 |
常用材質 | 45#鋼 | 20#鋼 |
適用直徑 | 12~50mm | 16~40mm |
接頭等級 | Ⅰ級(穩定) | Ⅰ級/Ⅱ級 |
鋼筋預處理 | 需現場套絲 | 免處理 |
核心設備 | 滾絲機+扭矩扳手 | 液壓擠壓機+油泵 |
工人門檻 | 較高 | 較低 |
單接頭耗時 | 較長 | 較短 |
套筒單價 | 較低 | 較高 |
綜合成本特征 | 材料省、人工設備投入高 | 材料貴、施工人工省 |
最佳工況 | 水平構件、預制梁板、有操作空間 | 鋼筋籠、柱筋、狹小空間、不可轉動 |
特殊環境 | 常規環境 | 水下、易燃、高寒等 |
四、四步決策法:采購經理照著選不出錯
第一步:先看鋼筋動不動
若鋼筋已經綁扎固定、無法旋轉(如預制墻板甩筋、鋼筋籠),冷擠壓套筒便是這種難題的解決方案之一;若鋼筋端頭有充足作業空間,直螺紋套筒則更具優勢。
第二步:再看性能要求
設計明確要求100%接頭面積百分率或高疲勞性能的部位,優先選擇Ⅰ級接頭穩定的直螺紋套筒;非關鍵部位或受力較小的連接,兩類均可,視施工便利性決定。
第三步:三看施工隊能力
勞務隊伍技術水平參差不齊、工期吃緊時,冷擠壓套筒“上手就能干”的特點能大幅降低質量風險;若擁有成熟的專業套絲班組,則直螺紋套筒的效率和成本平衡更佳。
五、采購經理避坑三原則
1. 資質是否齊全
采購前務必核查鋼筋套筒廠家是否持有型式檢驗報告(JGJ 107-2016規定為4年有效),并覆蓋所購規格,鋼筋套筒是否依據JG/T163-2013報告。ISO9001認證是底線門檻,AAA級全體系報告有更好。
2. 規格對號入座
水平連接優選直螺紋套筒,狹小/固定場景必選冷擠壓套筒。兩類鋼筋套筒不要混用或相互替代,其受力機理完全不同。
3. 到貨必檢不走過場
直螺紋套筒到貨后用通止規全數檢驗螺紋質量;冷擠壓套筒重點抽測壁厚與硬度。確保型式檢驗報告中的規格范圍與實際訂單完全一致,杜絕“以低代高”。
六、參考行業標準(采購核查依據)
標準編號 | 標準名稱 | 采購要點 |
JGJ 107-2016 | 《鋼筋機械連接技術規程》 | 接頭等級劃分、驗收規則 |
JG/T 163-2013 | 《鋼筋機械連接用套筒》 | 鋼筋套筒產品制造與檢驗 |
GB 50204 | 《混凝土結構工程施工質量驗收規范》 | 現場驗收依據 |
22G101系列圖集 | 混凝土結構施工圖 | 設計選用參考 |
七、高頻問答(采購經理最關心的問題)
Q1:直螺紋套筒和冷擠壓套筒,到底哪個更好?
A:沒有“更好”,只有“更合適”。空間夠、管理嚴、追求高強高穩,直螺紋套筒是首選;鋼筋轉不動、工人水平一般或環境特殊,冷擠壓套筒則是最優解。關鍵在于匹配項目實際條件。
Q2:兩種套筒能互換著用嗎?
A:絕對禁止! 二者受力原理、施工工藝、適用場景完全不同。互換使用屬于重大質量隱患,一旦發現須立即停工整改。
Q3:直螺紋套筒能保證Ⅰ級接頭嗎?
A:只要套筒質量合格、絲頭加工規范、擰緊扭矩達標,直螺紋套筒可穩定達到Ⅰ級接頭標準(極限抗拉強度≥母材標準值1.1倍),且允許100%接頭面積百分率。
Q4:采購鋼筋套筒,最該盯住哪幾項?
A:一盯報告(型式檢驗是否有效、覆蓋規格是否完整);二盯材質(45#鋼還是20#鋼,是否與報告一致);三盯現場工況(鋼筋套筒的轉動空間、工人水平、工期要求)。鋼筋套筒價格放在最后比,但絕不是最優先項。
冷擠壓套筒和直螺紋套筒,不是非此即彼的對立選擇,而是基于項目實際條件的理性取舍。只有吃透兩類鋼筋套筒的技術本質,嚴守JGJ 107-2016等標準,并依托一套清晰的選型對照表,才能在安全、進度與成本之間找到最優平衡點。